









BESCHREIBUNG
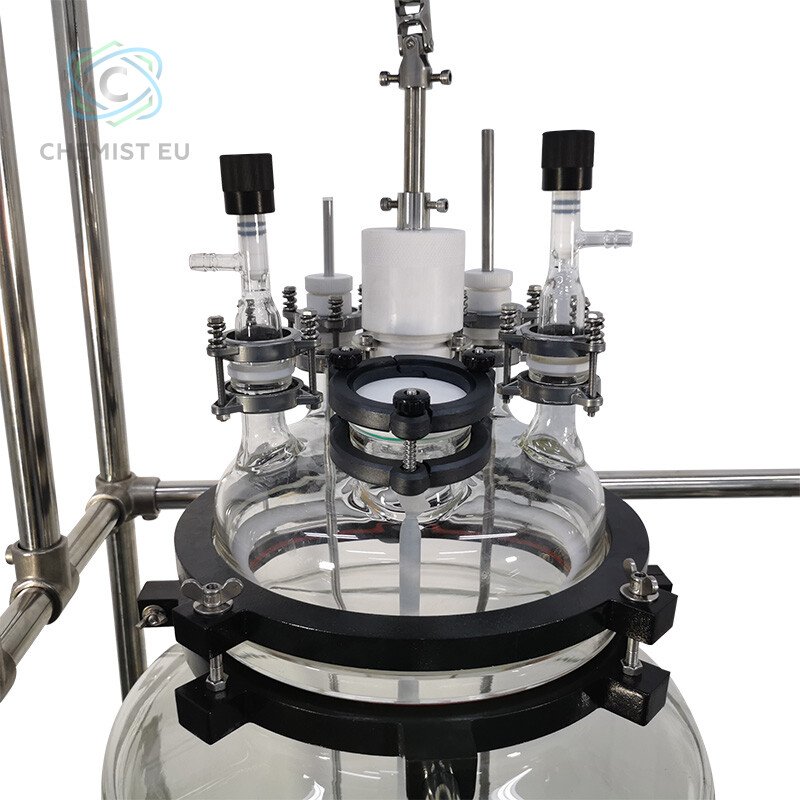
Die Kristallisation Filter Reaktor ist s eine häufig verwendete biochemische Instrument, das die Funktionen des Reaktors und der Filter kombiniert. Es eignet sich für die chemische Reaktion und physikalischen Prozess im Rahmen der Synthese, Katalyse oder andere feste Flüssigkeit des Labors / Fabrik, so dass ein oder mehrere Schritte können in der gleichen Kessel (wie Filtration nach Abschluss der Reaktion) durchgeführt werden, wodurch die Drift des Materials Messung und die Verringerung der Transferzeiten des Reaktionssubstrats. Es wird in Bereichen wie Pharmazie, Peptidsynthese, Tabakforschung usw. eingesetzt.
Alle Kontaktteile sind inert, so dass das gleiche Gerät mit einer Vielzahl von Chemikalien und Lösungsmitteln verwendet werden kann. Mit einem geeigneten Filter werden die Feststoffpartikel der Aufschlämmung abgetrennt, so dass eine gefilterte Platte entsteht. Das Filtrat fließt nach unten ab und kann über das Bodenablassventil aufgefangen werden. Der Filterkuchen kann leicht vom Boden entfernt werden, um den PTFE-Filter zu waschen.
Es ist weit verbreitet in der pharmazeutischen und chemischen Industrie, vor allem in der Medikamentensynthese, Feinchemie, Petrochemie, Synthese neuer Materialien, Konzentration, Kristallisation und andere Experimente.
MERKMALE
1. Die Controller-Box ist importiert und einfach zu bedienen, digitale Anzeige Geschwindigkeit und Temperatur
2. Option Filterplatte, Porengröße von 0,1 bis 200μm
3. Alle Glas ist GG17 Borosilikatglas
4. Filterplatte kann leicht abnehmbar
5. PTFE Paddel oder Glas Paddel für Kunden 'Option
6. PTFE Bodenwert ohne toten Winkel Design
7. PTFE Auslassventil, Entladung vollständig und schnell, kein Leck/Verschmutzung des Lösungsmittels.
8. PTFE und spezielle Gummimischung Dichtung, kann verschiedene Lösungsmittel zu widerstehen und zu halten hohen Vakuumgrad.
9. Halterungssystem aus Edelstahl, leicht zu demontieren
10. Kundenspezifischer Service entsprechend den Bedürfnissen der Kunden
SPEZIFIKATIONEN
|
Modell |
CMLCR-100L |
|
Kapazität des Materials |
100L |
|
Fassungsvermögen des Mantels |
20L |
|
Anzahl der Deckelöffnungen |
6 (Rühröffnung, Temperaturmessöffnung, Flüssigkeitsöffnung, Feststofföffnung, Vakuumöffnung, Ersatzöffnung) |
|
PTFE-Mischpaddel |
Doppelschichtiger Drucktyp |
|
Motordrehzahl |
0-400U/min |
|
Drehzahl-Modus |
Frequenz |
|
Temperaturanzeige |
Digitale Anzeige |
|
Entleerungsventil |
PTFE-Kern Drei-Wege-Ventil kann Wasserstoff durchlassen |
|
Filtergehäuse |
Abnehmbarer PTFE-Körper |
|
Filterplatte |
PTFE-Kern aus importiertem Material |
|
Durchmesser des Filters |
277 mm |
|
Sandkern-Öffnung |
40-60μm wahlweise |
|
Ventil für Flüssigkeitszufuhr |
PTFE-Drei-Wege-Ventil |
|
Dichtungsmethode |
Selbstschmierende Gleitringdichtung |
|
Temperatur der Einsatzumgebung |
5℃~40℃ |
|
Größe (L*B*H) |
700*700*2100mm |
|
Spannung |
220V/50Hz (kann angepasst werden) |
|
Optional |
1. Sprühvorrichtung (2 kann verwendet werden, um das Zeichen Körper ohne toten Winkel bei 360 ° durch Unterdruck zu reinigen) 2. Explosionsgeschützte Motoren 3. Explosionsgeschützter Wechselrichter |
Der 100L Crystallization Filter Jacketed Glass Reactor ist ein hocheffizientes System, das für Kristallisation, Mischen und Filtration in Labor- und Industrieanwendungen entwickelt wurde. Der aus hochwertigem Borosilikatglas gefertigte Reaktor gewährleistet ausgezeichnete chemische Beständigkeit, Haltbarkeit und Sichtbarkeit während des gesamten Reaktionsprozesses.
Hauptmerkmale:
1. Großes Fassungsvermögen:
- Mit einem Arbeitsvolumen von 100 Litern eignet er sich sowohl für die Arbeit in kleinen Laboratorien als auch für die Produktion im industriellen Maßstab.
2. Ummanteltes Design für Temperaturkontrolle:
- Ermöglicht präzise Temperatureinstellungen mit einem Bereich von -80°C bis 250°C und unterstützt sowohl Kühl- als auch Heizanwendungen.
3. Integriertes Filtersystem:
- Die integrierte Filterplatte und das Bodenablassventil rationalisieren die Trennung und Filtration und machen zusätzliche Geräte überflüssig.
4. Sicheres und abgedichtetes System:
- Die PTFE-Dichtungstechnologie verhindert Lecks und gewährleistet eine kontrollierte und sichere Reaktionsumgebung.
5. Anpassbares Rühren:
- Die einstellbaren Rührgeschwindigkeiten ermöglichen eine präzise Steuerung und optimieren die Mischeffizienz für verschiedene Prozesse.
Anwendungen:
Dieser Reaktor wird in vielen Industriezweigen eingesetzt, z. B:
- Chemische Synthese:
- Ermöglicht kontrollierte Kristallisationen und komplexe chemische Reaktionen.
- Pharmazeutische Industrie:
- Ideal für die Herstellung und Reinigung von pharmazeutischen Verbindungen.
- Materialwissenschaft:
- Unterstützt die Entwicklung und Prüfung neuer Materialien, einschließlich Polymeren und Nanomaterialien.
Zusätzliche Vorteile:
- Benutzerfreundliches Design: Einfach zu bedienen und zu warten, reduziert Ausfallzeiten.
- Kompatibilität mit Zusatzgeräten: Arbeitet nahtlos mit Zubehör wie Vakuumpumpen und Kühlern zusammen, um die Funktionalität zu verbessern.
- Zertifizierte Verlässlichkeit: CE-zertifiziert für Sicherheit und Einhaltung von Industriestandards.
Ob in der Forschung oder in der Produktion, der 100-Liter-Kristallisationsfilter-Mantelglasreaktor kombiniert eine robuste Konstruktion mit innovativen Merkmalen, um eine präzise und zuverlässige Leistung in anspruchsvollen Umgebungen zu gewährleisten.

